Afrox is leading the way in improving welding standards in South African industries
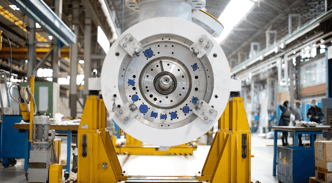
Afrox is leading the way in improving welding standards in the South African power generation and petrochemical industries, by conducting welding procedure qualification tests using Miller Electric’s advanced PipeWorx FieldPro 350 multi-process pipe welding solution.
Afrox is the exclusive local distributor of the FieldPro 350 solution, launched in 2014. Afrox business manager for manufacturing, Johan Pieterse notes that the solution is a multi-process, inverter-based welding power source, purpose-built for advanced pipe welding.
He said, “PipeWorx FieldPro 350 is well-suited to site work, as it does not require a separate control cable. It sends all communication signals through the welding cables, making the system as robust as a basic stick welder.”
As part of the company’s commitment to improving welding standards in South Africa, Pieterse reveals that Afrox has already developed a welding procedure specifications for carbon steel pipes of various sizes. “We are now moving on to qualifying procedures for more exotic steels used in the industry. This will prove to be a game changer in terms of welding quality, productivity and skills.”
... to continue reading you must be subscribed