Carbon Dioxide – Process issues and quality assurance, key requirements in industry today
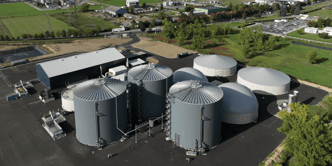
As with many other gases, CO2 is produced, and stored at the plant site as a liquid. Then delivered and stored at the customer’s site as a liquid product again, at temperatures often -40oC. This is a working range within the delivery and some of the bulk plant storage as well. The US sells CO2 in short tons (2,000 lbs per ton); where in most other world markets, the metric system applies.
Despite the form of measurement, the requirements for purity have been more strongly scrutinized over time as incidents including contamination with hydrocarbons, sulphur compounds, and hydrogen cyanide have taken place worldwide. Some of this has been heavily placed under the spotlight by the major soft drink bottlers and beer manufacturers, who have implemented stringent quality assurance (QA) requirements due to such events. For example, in the US, some years ago, a southern source was producing and selling liquid to all forms of industry via gas companies for many years, and it was discovered, practically by accident, that HCN was contained in this source gas from coal gasification. As a product of this, the plant disappeared from the merchant sector, and one global beverage concern discounted further coal gasification sourcing for the time being.
Other incidents with another global beverage giant became involved in complaints surrounding contamination in Belgium and Poland; this is history, and today, once again, there are many more stringent quality control (QC) demands placed upon all beverage based CO2 sold to industry today.
The concerns surrounding a few incidents of radon gas, and benzene have played a difficult role at times in sourcing from new and existing cheaper natural (underground wells); however, catalytic oxidation has alleviated part of this problem to be resolved. Radon gas is another story, often unwilling by those who even attempt to quantify safe levels, and adequate means of removal. Much of this hardship concerning processing has been driven by consumer perception and acceptance; much of which stems from the soft drink industry complaints, well beyond that which is acceptable in prior gas processing and quality terms.
... to continue reading you must be subscribed