Dry Ice Scotland: Decarbonising an industry
Necessity, as always, is regarded as the mother of invention. This is especially true in global industry, where deadlines and delivery times can dictate success or failure. During long haul transport of goods that serve the logistics, food delivery, aerospace, and pharmaceutical sectors, dry ice is considered a fundamental part of many international supply chains.
Dry ice is essentially carbon dioxide (CO2) that has undergone cooling and condensing. Used primarily to maintain a stable temperature – around -78.5C – during food and beverage transportation, demand for dry ice has increased during the ongoing Covid-19 pandemic, not only due to home food deliveries, but also to keep vaccines cooler for longer.
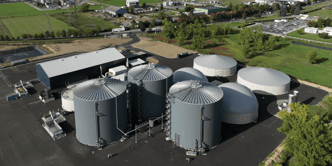
Scottish brothers Richard and Ed Nimmons of Dry Ice Scotland (DI Scotland) spoke to gasworld about all things dry ice, as well as the company’s push towards sustainability. Following a £4m investment to expand its production efforts, the Perthshire-based DI Scotland is looking to further reduce its carbon footprint.
... to continue reading you must be subscribed