Efficient oxygen production using co-ax® valve technology
The demand for oxygen was increasing even before the Covid-19 pandemic requirements. As well as the medical technology field, other industries require oxygen for their operations such as wastewater treatment, gas, welding by blowtorches, mining, furnaces, and aquaculture such as shrimp farms.
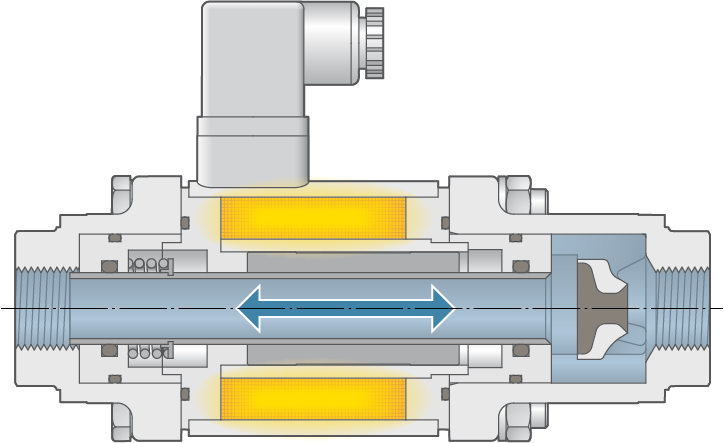
The müller co-ax customer PCI, based in in Riverside, California, develops and produces mobile systems for producing oxygen on-site. To produce oxygen from air, PCI uses Vacuum Swing Adsorption (VSA) technology whereby oxygen is separated from the inflowing air. The company’s systems successfully use coax® valves which prove their worth thanks to their many benefits.
Compared to the commonly used Pressure Swing Adsorption (PSA) technology, the VSA technology works below atmospheric pressure, representing an efficient alternative in terms of complexity level, performance, and cost. The air is filtered at molecular level in an adsorption vessel. The desired product, in this case oxygen, is partially diverted into a flushing tank. To prevent impurities and to make the process more efficient, oxygen is flushed back in after each adsorption process.
... to continue reading you must be subscribed