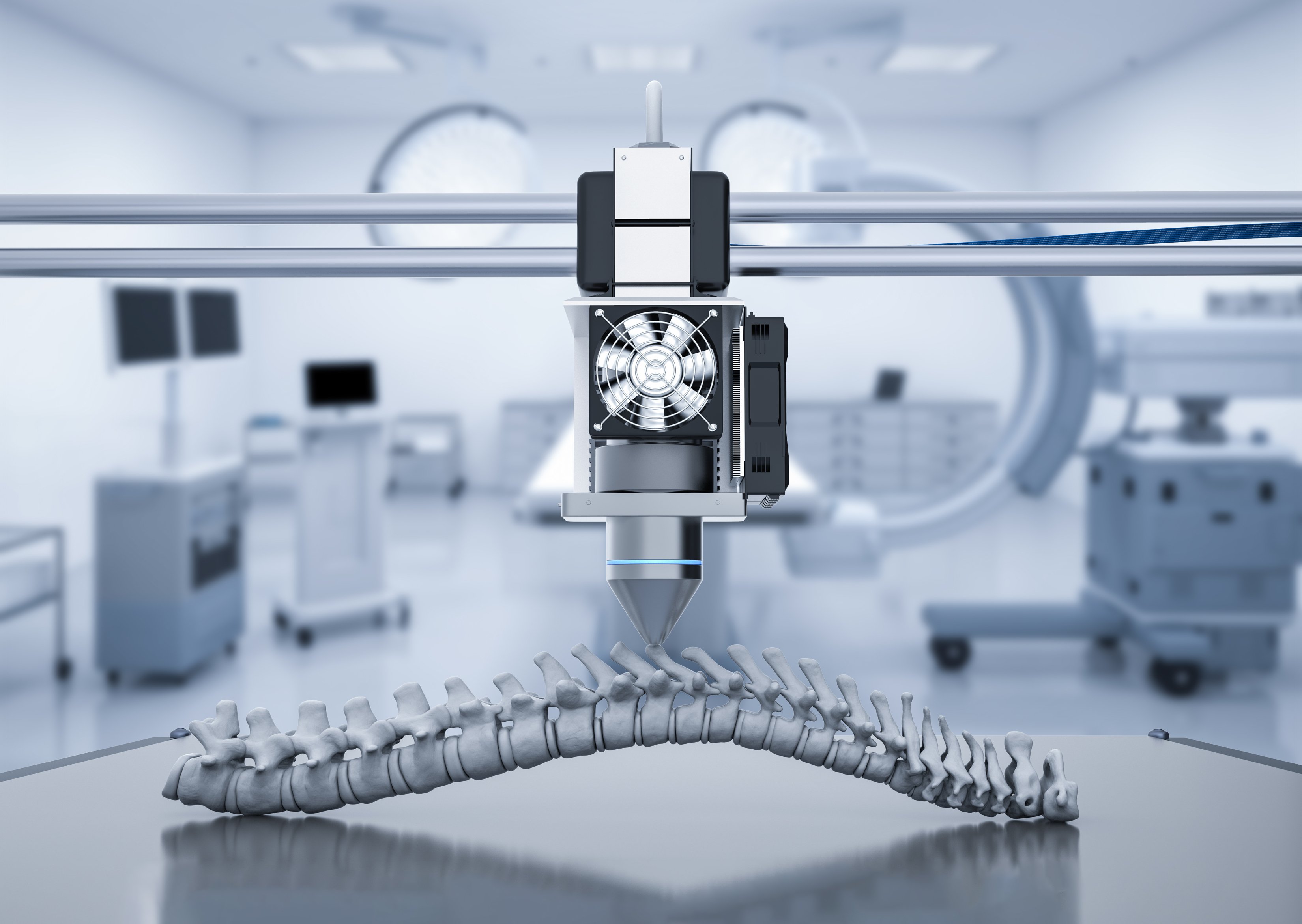
Medical devices: Building the manufacturing future
Once thought destined mainly for prototyping, additive manufacturing is now increasingly employed in the development of spare parts, small series production and tooling in forward-thinking manufacturing industries such as aerospace, electronics, automotive and medical devices.
Among industries at the forefront of innovative manufacturing, the medical sector has emerged as a major segment driving the growth of additive manufacturing.
By fusing together metal powders layer by layer, using a number of different laser-based techniques, additive manufacturing can build complex components that would typically be very challenging – if not impossible – with more traditional subtractive manufacturing methods. The advantages of additive manufacturing include greater design freedom and customisation, improved product strength and functionality, reduced assembly time for complex components, localised production, rapid time to market, mitigation of wastage, reduced obsolescence, decreased reliance on traditional suppliers and even the creation of new materials with unique mechanical and behavioural properties.
... to continue reading you must be subscribed