HFT’s heat covers protect purging temperature rises
Damaging your pipe purging systems due to high temperatures can be a thing of the past now that accessory Argweld® Heat Covers are available to protect them.
Although Huntingdon Fusion Techniques HFT®’s HotPurge™ Systems are very popular for heat-treated pipework, it is not possible for the company to manufacture this design for diameters below 6”.
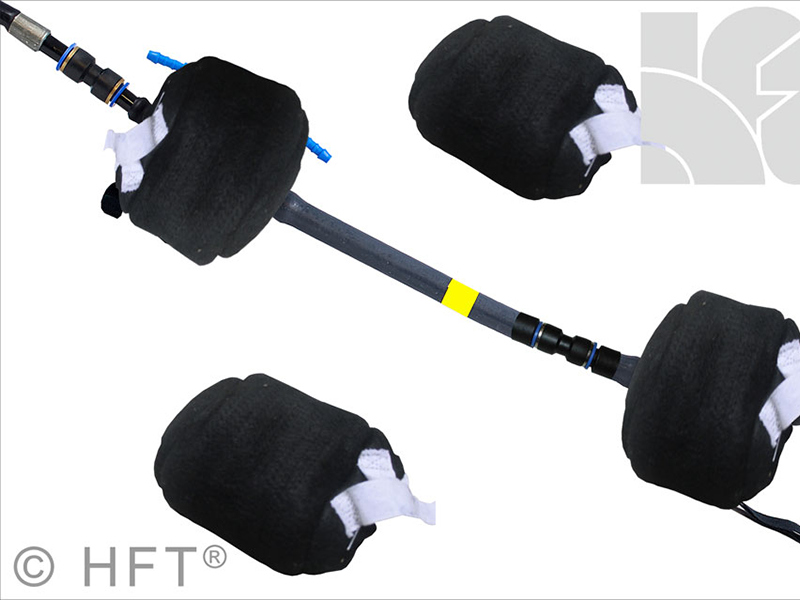
To fill the gap for smaller diameter pipework and for larger diameter pipework that doesn’t justify the use of HotPurge™ Systems, HFT® has designed and manufactured Heat Covers for both PurgElite® and PurgExtra™ Tube and Pipe Weld Purging Systems with a temperature endurance of up to 300ºc.
The Heat Covers are held on with ties and there are holes provided for the PurgElite® and PurgExtra™ fittings, such as inlet, exhaust and crimped end.
... to continue reading you must be subscribed