Honeywell’s UOP Technology chosen
UOP LLC, a Honeywell company, announced today that Mistral Midstream, Inc., has selected Honeywell’s UOP Russell modular equipment to recover valuable natural gas liquids (NGLs) from natural gas produced in southern Saskatchewan, Canada.
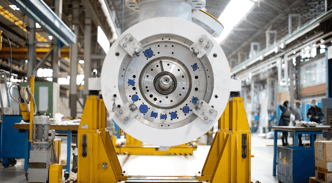
The UOP Russell modular cryogenic equipment will process 60 million standard cubic feet per day (MMSCFD) of natural gas and is expected to be in production in late 2014 at Mistral’s site. UOP’s modular design and construction approach allows equipment to enter service up to six months faster than alternative approaches while ensuring superior quality control. The Mistral application is the first for UOP Russell equipment in the northern Bakken basin.
“This project with Mistral showcases UOP’s ability to work in the northern Bakken basin, especially as shale gas, remote gas and distributed gas play a more vital role in the global energy economy,” said Rebecca Liebert, UOP’s senior vice president and general manager for Gas Processing and Hydrogen. “UOP Russell modular equipment reduces field construction time and lowers capital and operating costs for customers such as Mistral, and allows our customers to achieve aggressive schedules to first gas, which can generate significant incremental value for gas producers and processors.”
Mistral is a privately-held company that builds, owns and operates energy infrastructure, such as processing plants, pipelines, terminals and storage facilities that support both the natural gas and the natural gas liquids industries.
... to continue reading you must be subscribed